流水线加工生产作业计划 发表评论(0) 编辑词条
流水线生产作业计划定义 编辑本段回目录
流水线生产作业计划的期量标准 编辑本段回目录
流水线生产条件下的期量标准一般包括:节拍、流水线作业指示图表、在制品占用定额。下面分别逐一介绍:
1、节拍
节拍是组织大量流水生产的依据,是大量流水生产期量标准中最基本的期量标准,其实质是反映流水线的生产速度。它是根据计划期内的计划产量和计划期内的有效工作时间确定的。在精益生产方式中,节拍是个可变量,它需要根据月计划产量作调整,这时会涉及到生产组织方面的调整和作业标准的的改变。
2、流水线作业指示图表
在大量流水生产中每个工作地都按一定的节拍反复地完成规定的工序。为确保流水线按规定的节拍工作,必须对每个工作地详细规定它的工作制度,编制作业指示图表,协调整个流水线的生产。正确制定流水作业指示图表对提高生产效率、设备利用率、减少在制品起着重要作用。它还是简化生产作业计划提高生产作业计划的质量的工具。流水线作业指示图表是根据流水线的节拍和工序时间定额来制定的。流水线作业指示图表的编制随流水线的工序同期化程度不同而不同。
3、在制品占用定额
在制品占用定额是指在一定的时间、地点、生产技术组织条件下为保证生产的连续进行而制定的必要的在制品数量标准。在制品是指从原材料投入到产品入库为止,处于生产过程中尚未完工的所有零件、组件、部件、产品的总称。在制品占用量按存放地点分为:流水线(车间)内在制品占用量和流水线(车间)间在制品占用量;按性质和用途分为:工艺占用量、运输占用量、周转占用量和保险占用量。在制品构成如下图1所示:

连续流水线作业指示图表的编制 编辑本段回目录
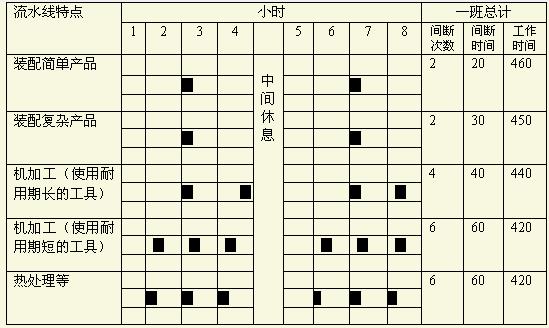
连续流水线的工序同期化程度很高,各个工序的节拍基本等于流水线的节拍,因此工作地的负荷率高。这时就不存在工人利用个别设备不工作的时间去兼顾其它设备的问题。因此连续流水线的作业指示图表比较简单,只要规定每条流水线在轮班内的工作中断次数、中断时刻和中断时间即可。下图是连续流水线作业指示图表的一个例子:
流水线生产作业计划的编制 编辑本段回目录
流水线生产作业计划的编制一般分两个层次:一是厂级生产作业计划的编制;而是车间内部生产作业计划的编制。下面分别予以阐述。
厂级生产作业计划的编制
厂级生产作业计划是由厂级生产管理部门编制的。它根据企业年度(季)生产计划,编制各车间的月(旬、周)的生产作业计划,包括:出产品种、数量(投入量、产储量)、日期(投入期、产出期)和进度(投入进度和产出进度)。为各车间分配生产任务时必须与生产能力相平衡,并且使各车间的任务在时间上和空间上相互衔接,保证按时、按量、配套地完成生产任务。编制厂级生产作业计划分两个步骤:正确选择计划单位;确定各车间的生产作业任务。
1、计划单位的选择
计划单位是编制生产作业计划时规定生产任务所用的计算单位。它反映了生产作业计划的详细程度即各级分工关系。流水生产企业中,编制厂级生产作业计划时采用的计划单位有:产品、部件、零部件、零件。
(1)产品为计划单位。产品计划单位是以产品作为编制生产作业计划时分配生产任务的计算单位。采用这种单位规定车间生产任务的特点是不分装配产品需用零件的先后次序,也不论零件生产周期的长短,只统一规定投入产品数、出产产品数和相应日期,不具体规定每个车间生产的零件品种、数量和进度。采用这种计划单位可以简化厂级生产作业计划的编制,便于车间根据自己的实际情况灵活调度;缺点是整个生产的配套性差,生产周期长,在制品占用量大。
(2)部件为计划单位。部件计划单位是以部件作为分配生产任务的计算单位。采用部件计划单位编制生产作业计划时,根据装配工艺的先后次序和主要部件中主要零件的生产周期,按部件规定投入和产出的品种、数量及时间。采用这种计划单位的优点是生产的配套性较好,车间也具有一定的灵活性,但缺点是编制计划的工作量加大。
(3)零件组为计划单位。零件组计划单位是以生产中具有共同特征的一组零件作为分配生产任务的计算单位。同一组零件中的各零件,加工工艺相似,投入装配的时间相近,生产周期基本相同。如果装配周期比较长,而且各零件的生产周期相差悬殊,这时采用零件组计划单位可以减少零件在各生产阶段中及生产阶段间的搁置时间,从而减少在制品及流动资金占用。 采用这种计划单位的优点是生产配套性更好,在制品占用更少;缺点是计划工作量大,不容易划分好零件组,车间灵活性较差。
(4)零件为计划单位。零件计划单位是以零件作为各车间生产任务的计划单位。采用这种计划单位编制生产作业计划时,先根据生产计划规定的生产任务层层分解,计算出每种零件的投入量、产出量、投入期、产出期要求。然后以零件为单位,为每个生产单位分配生产任务,具体规定每种零件的投入、产出量和投入、产出期。大量流水生产企业中采用这种计划单位比较普遍。它的优点是生产的配套性很好,在制品及流动资金占用最少,生产周期最短。同时,当发生零件的实际生产与计划有出入时,易于发现问题并调整处理。但缺点是编制计划的工作量很大,工作复杂而且容易出错,同时车间组织生产的灵活性差。
由于目前计算机在企业中的广泛应用,尤其是运用制造资源计划(MRPⅡ)后计划编制工作量大大减少,因此如果有条件应尽量采用这种计划单位,它的优点很突出而缺点不明显。另外编制车间内部的生产作业计划时,一般都采用这种计划单位。
2、确定各车间生产任务的方法
编制厂级生产作业计划的主要任务是:根据企业的生产计划,为每个车间正确地规定每一种制品(部件、零件)的出产量和出产期。安排车间生产任务的方法随车间的生产类型和生产组织形式而不同。如果各车间彼此之间没有依次提供半成品的关系,那么只要将计划期的生产任务根据各车间的产品分工、生产能力和具体的生产条件直接分配给各车间即可。如果各车间彼此之间又依次提供半成品的关系,在规定生产任务时就应该考虑各车间在产品品种、数量、出产日期上是否彼此衔接;考虑各车间的生产能力平衡,减少在制品占用。在这种情况下大量流水生产企业分配车间生产任务的方法有两种:在制品定额法和订货点法。
(1)在制品定额法。在制品定额法也叫连锁计算法。它根据在制品定额来确定车间的生产任务,保证各车间生产的衔接。大量流水生产企业中各车间生产的产品品种较少,生产任务稳定,各车间投入和产出数量及时间之间有密切的配合关系。大量流水生产企业生产作业计划的编制,重点在于解决各车间在生产数量上的协调配合。这是因为同一时间各车间都在完成同一产品的不同工序,这就决定了“期”不是最主要的问题,而“量”是最重要的。自制品定额法正好适合这种特点。这种方法还可以很好地控制住在制品数量。
(2)订货点法。订货点法是根据库存在制品下降到订货点的是建立确定零件投产时间的一种方法。这种方法用来安排需求量大的标准件和通用件的生产。这类零件品种多,加工量小,占用资金少。因此为简化计划工作量,通常打破产品界限,为每个标准件和通用件规定一个合理的批量,一次集中生产一批,这一批快用完时再生产下一批。所谓订货点就是标准件和通用件库存量的一个限度,当库存量下降到这个限度时,就投入下一批。
车间内生产作业计划的编制
车间内部生产作业计划的编制,主要包括:车间生产作业计划日立安排、工段(班、组)生产作业计划的编制、工段(班、组)内部生产作业计划的编制等。具体的编制工作由车间及工段计划人员完成。
在大量流水线生产条件下,一条流水线可以完成零件的全部工序或大部分主要工序。工段的生产对象也就是车间的生产对象,这是企业给车间下达的计划所规定的产品品种、数量和进度,这也就是工段的产品品种、数量和进度。若厂级生产作业计划采用的计划单位是零件,则对其略加修改就可作为车间内部的生产作业计划,不必再做计算;若采用的计划单位是产品或部件,则首先需要分解,然后再按零件为单位将任务分配到各流水线(工段)。
组织混流生产的工段,除了月生产作业计划外还需编制一些短期的生产作业计划,如轮班作业计划,它需要具体规定每日生产的品种、数量及投产顺序。对于每日生产量不能在月生产计划中规定的零件,也需编制轮班生产作业计划,轮班生产作业计划每日编制一次。
附件列表
→如果您认为本词条还有待完善,请 编辑词条
词条内容仅供参考,如果您需要解决具体问题
(尤其在法律、医学等领域),建议您咨询相关领域专业人士。
0
标签: 流水线加工生产作业计划 制造资源计划(MRPⅡ) 半成品 在制品 在制品定额 在制品定额法 工序 工序同期化 时间定额 期量标准 流动资金

同义词: 暂无同义词
关于本词条的评论 (共0条)发表评论>>
