周期性生产类型的生产作业计划 发表评论(0) 编辑词条
周期性生产类型作业计划概述 编辑本段回目录
周期性生产类型作业计划是生产作业计划的一种类型,周期性生产类型由于是多产品轮番生产,零件数量又十分大,作业计划的难度比较大。
周期性生产类型作业计划的编制 编辑本段回目录
1、 厂部作业计划
厂部作业计划一般只以产品作为计划单位,如产品结构比较简单,厂部计划的能力又很强,也可做部件计划。在确定了周期性生产类型的期量标准的基础上,根据其量标准下达产品的生产批量,以及投入产出的时间,就是厂部计划的主要内容。实际上,采用这种生产方式的企业由于产品大结构复杂,产品生产周期比较长,往往都超过一个月。厂部都是根据订单安排月度计划,当品种数量比较多时,很难做批量计划,这时的厂部计划主要下达月度的生产总量和具体的产品品种规格。由于产品周期垮了数个月,还要下达产品的出产日期、毛坯的投入出产期和机加工的投入出产期,计划单位为产品。部件和零件的生产计划由车间考虑。
2、 车间作业计划
车间接到的生产任务是一个计划期的总生产量,车间要进一步细分任务,分批生产。主要考虑的问题是生产能力的平衡、零部件数量上的配套、提高设备利用率、缩短生产周期、减少在制品资金占用量,所以计划难度很高。大多数企业都是凭经验安排计划。作车间作业计划时,有一些定量模型和方法可供适用,如多品种轮番生产的最小生产费用计划方法就是其中常用的一种。。
3、 作业排序
周期性生产类型的生产组织形式是工艺专业化,车间往往就是生产过程中的某个工艺阶段,每个零件在车间内要经过某几个工序的加工。因此车间的作业计划中工件加工的排序问题是一个难点。其难处在于零件种类多,加工的工艺流程和加工工时差别较大。一般采取重点管住关键零件和关键设备的方法。 零件加工排序问题一般可作如下描述:n种零件在有m台设备的车间内加工,每种零件加工所需要的设备数可以是不同的,加工的顺序也可以不同,要求排出效果尽可能好的工件加工次序。目前对这个问题的研究所取得的成果只能解决少数几种特殊条件下的排序问题,其思路是先确定一个优化目标,再寻求解题模型。通常取一批加工任务在车间内停留的时间最短为优化目标。下面做简要介绍。
(1)、 n个工件在一台设备上加工
这是一种最简单的排序问题,只要按如下规则排序既可以了。
(2)、 n个工件需经过二台设备加工
比较简单的一种情况是所有工件在二台设备上加工的次序相同,此时用约翰逊法可以求解。更一般的情况是工件加工顺序不同,称为随机排序。由杰克逊对约翰逊法稍加改进后得到求解方法,称为杰克逊算法。
(3)、 n个工件在三台设备上加工
随着设备数量的增加,优化难度加大。在三台设备上加工,当满足一定条件时有优化方法。如果n个工件的加工顺序相同,且满足以下两条件中的任何一条,可用约翰逊法求解。算法如下:
第一步,令
Ti1 = ti1 + ti2
Ti2 = ti2 + ti3
得到两台虚拟设备的工序工时;式中,ti为第i个工件的加工工时,该式的排序规律是加工工时短的工件先加工。
第二步,对二台虚拟设备,按约翰逊法排序。
对于三台设备的随机性问题还没有简便的优化方法。
(4)、 二个工件在m台设备上加工
这种情况下可用分枝定界法求解,如设备数量较大,则工作量很大,通常采用图解法。但图解法不能保证是最优解。
上述四种情况在实际生产中只是少数情况,可见多数情况下还没有好的解法,一般可根据排队理论采用计算机模拟方法。
周期性生产类型作业计划的期量标准 编辑本段回目录
周期性生产类型的作业计划的期量标准主要包括批量和生产间隔期、生产周期和生产提前期,合理制定期量标准可以使生产资源得到较好的利用。下面分别阐述这些期量标准。
1、 批量和生产间隔期
采用周期性生产类型的企业,由于产品体积大、结构复杂,再加上品种多等因素,不能采取月度计划一次投料生产的方法。否则不但使在制品充满生产现场,使现场一片混乱,甚至发生生产场地不够用的现象,还会占用大量的流动资金。但又不能像流水生产那样每天小批量的投料生产,所以需要确定一个合理的生产批量。 批量是指一次性投入生产的同种制品的数量。每投一次需要消耗一次准备结束时间,,用于熟悉图纸、领取工卡量居、调整设备工装等等作业。生产间隔期是相邻两批同种工件投入(或产出)的时间间隔。在周期性重复生产条件下批量和生产间隔期有如下关系: 批量=平均日产量*生产间隔期 在生产任务稳定条件下,日产量不变,则批量与生产间隔期成正比。批量大,则间隔期长,相应的在制品数量也大,生产周期较长,这样对使用流动资金是不利的。反之,如批量小,会导致频繁变动产品,增加准备结束作业次数,多消耗准备结束时间,降低设备利用率,也是不利的。因此确定批量和生产间隔期,需要在这些因素之间进行平衡,达到既有利于流动资金的有效使用,又提高设备的利用率。 确定批量和生产间隔期通常有两种方式。
当平均日产量不变时,批量与生产间隔期互为因果关系,此方法的思路为,先根据综合经济效果确定批量,然后推算生产间隔期,对间隔期做适当的修正后,再对批量做调整。这种方式又有几种具体的方法:最小批量法、经济批量法等。
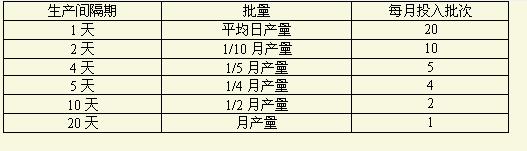
此方法的思路为先确定生产间隔期,在推算出批量。按照零件复杂程度、体积大小、价值高低确定各个零件的生产间隔期,然后根据生产数量推算出批量。为了管理上的方便企业都事先制定好标准生产间隔期,数值通常取月工作日(20天)的约数,如1天、2天、4天、5天(一周)、10天、20天(1月)等等。采用这种方法使生产间隔期和相应的批量规范化了,便于管理。标准生产间隔期表如下表1所示:
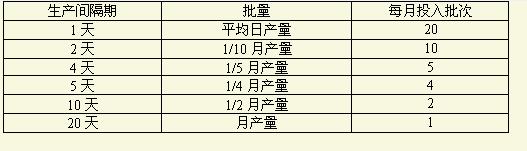
表1 标准生产间隔期表
2、 生产周期
生产周期是指从加工对象投产起,到它完工时止所经历的日历时间。生产周期这一期量标准是编制生产作业计划和确定产品及其零件在各工艺阶段投入和产出日期的主要依据,是成批生产作业计划的一项重要期量标准。对产品来说,它的生产周期包括毛坯准备、零件加工、部件装配、成品总装、油漆,直到入库为止的全部时间,如下图1所示:
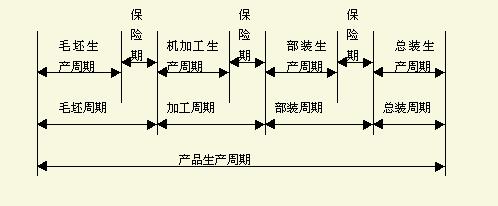
图1 产品生产周期结构示意图
周期性生产类型作业计划的编制方法 编辑本段回目录
约翰逊法是作业排序中的一种排序方法,由杰克逊对约翰逊法稍加改进后得到求解方法,称为杰克逊算法。这种方法适用的条件是:n个工件经过二、三台设备(有限台设备)加工,所有工件在有限设备上加工的次序相同。为了便于阐述这种方法的具体做法,下面结合一个例子来进行说明:
例:有五个工件在二台设备上加工,加工顺序相同,现在设备1上加工,再在设备2上加工,工时列于下表1中,用约翰逊法排序。
具体步骤为:
第一步,取出最小工时t12=2。如该工时为第一工序的,则最先加工;反之,则放在最后加工。此例是A工件第二工序时间,按规则排在最后加工。
第二步,将该已排序工作划去。
第三步,对余下的工作重复上述排序步骤,直至完毕。此时t21=t42=3,B工件第一工序时间最短,最先加工;D工件第二工序时间最短,排在余下的工件中最后加工。最后得到的排序为:B-C-E-D-A。整批工件的停留时间为27分钟。
最小批量法是确定批量和生产间隔期时常用的一种以量定期法。此方法从设备利用和生产率方面考虑批量的选择,要时的选定的批量能够保证一次准备结束时间对批量加工时间的比值不大于给定的数值。
经济批量法是确定批量和生产间隔期时常用的一种以量定期方法。生产费用与批量之间存在着函数关系,批量主要通过两方面因素影响生产费用:
一是生产准备费用,这部分费用随生产批次增减而变化;
二是保管费用,即在制品在存储保管期间所发生的费用,如仓库管理费用、资金呆滞损失、存货的损耗费用等。这些费用与批量大小和存储时间长短有关。
多品种轮番生产的最小生产费用计划方法是车间制定生产作业计划时常可用到的一种很有用的定量方法。这种方法的思路是将计划期划分为几个长度相等的循环流程,在每个循环流程中实行多品种轮番生产;以循环流程长度作为因变量,列出生产费用函数,求出最小费用循环流程;最后从该流程长度推算出各品种的批量。
附件列表
→如果您认为本词条还有待完善,请 编辑词条
词条内容仅供参考,如果您需要解决具体问题
(尤其在法律、医学等领域),建议您咨询相关领域专业人士。
0
标签: 周期性生产类型的生产作业计划 以期定量法 以量定期法 分枝定界法 在制品 多品种轮番生产的最小生产费用计划方法 存货 定量方法 工时 最小批量法 期量标准

同义词: 暂无同义词
关于本词条的评论 (共0条)发表评论>>
