平行顺序移动法 发表评论(0) 编辑词条
什么是平行顺序移动法编辑本段回目录
所谓平行顺序移动法,是顺序移动方式和平行移动方式两种方式的结合使用。是指一批零件在一道工序上尚未全部加工完毕,就将已加工好的一部分零件转入下道工序加工,以恰好能使下道工序连续地全部加工完该批零件为条件的移动方式。
平行顺序移动法的周期计算编辑本段回目录
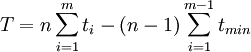
式中:T:平行顺序移动方式加工周期;
tmin: 较短工序,是指某一道工序的单件加工时间比前道工序短,或比后道工序短。
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:t1 = 10,t2 = 5,t3 = 15,t4 = 10。采用平行顺序移动方式计算:
平行顺序移动的加工周期:
平行顺序移动法的优缺点编辑本段回目录
平行顺序移动法的运用编辑本段回目录
(1)当前道工序的单间作业时间小于或等于后道工序的单间作业时间时,则前道工序上完工的每一个零件应立即转移到后道工序去加工,即按平行移动方式单件运输。
(2)当前道工序的单间作业时间大于后道工序的单间作业时间时,则前道工序上完工的零件,并不立即转移到后道工序去加工,而是等待到足以保证后道工序能连续加工的那一刻,才将完工的零件全部转移到后道工序去,这样可以避免后道工序出现间断性的设备停歇时间,并把分散的停歇时间集中起来加以利用。
相关条目编辑本段回目录
附件列表
→如果您认为本词条还有待完善,请 编辑词条
词条内容仅供参考,如果您需要解决具体问题
(尤其在法律、医学等领域),建议您咨询相关领域专业人士。
0
标签: 平行顺序移动法 加工 平行移动方式 平行移动法 生产周期 组织管理 运输 顺序移动方式 顺序移动法
收藏到: 
同义词: 暂无同义词
关于本词条的评论 (共0条)发表评论>>
