ЯжГЁжЪСПЙмРэ ЗЂБэЦРТл(0) БрМДЪЬѕ
ЯжГЁжЪСПЙмРэИХЪі БрМБОЖЮЛиФПТМ
ЁЁЁЁЯжГЁжЪСПЙмРэгжГЦжЦдьЙ§ГЬжЪСПЙмРэЁЂЩњВњЙ§ГЬжЪСПЙмРэЃЌЪЧШЋУцжЪСПЙмРэжавЛжжживЊЕФЗНЗЈЁЃЫќЪЧДгдВФСЯЭЖШыЕНВњЦЗаЮГЩећИіЩњВњЯжГЁЫљНјааЕФжЪСПЙмРэЁЃгЩгкЩњВњЯжГЁЪЧгАЯьВњЦЗжЪСПЕФ4M1EЃЈШЫЁЂЛњЦїЁЂВФСЯЁЂЗНЗЈЁЂЛЗОГЃЉжювЊЫиЕФМЏжаЕуЃЌвђДЫИуКУЯжГЁжЪСПЙмРэПЩвдШЗБЃЩњВњЯжГЁЩњВњГіЮШЖЈКЭИпжЪСПЕФВњЦЗЃЌЪЙЦѓвЕдіМгВњСПЃЌНЕЕЭЯћКФЃЌЬсИпОМУаЇвцЁЃЙњФкЭтаэЖрЦѓвЕгІгУЯжГЁжЪСПЙмРэетвЛЗНЗЈЃЌШЁЕУСЫЮШЖЈКЭЬсИпВњЦЗЕФаЇЙћЁЃ
ЁЁЁЁЯжГЁжЪСПЙмРэвдЩњВњЯжГЁЮЊЖдЯѓЃЌвдЖдЩњВњЯжГЁгАЯьВњЦЗжЪСПЕФгаЙивђЫиКЭжЪСПааЮЊЕФПижЦКЭЙмРэЮЊКЫаФЃЌЭЈЙ§НЈСЂгааЇЕФЙмРэЕуЃЌжЦЖЈбЯИёЕФЯжГЁМрЖНЁЂМьбщКЭЦРМлжЦЖШвдМАЯжГЁаХЯЂЗДРЁжЦЖШЃЌНјЖјаЮГЩЧПЛЏЕФЯжГЁжЪСПБЃжЄЬхЃЌЪЙећИіЩњВњЙ§ГЬжаЕФЙЄађжЪСПДІдкбЯИёЕФПижЦзДЬЌЃЌДгЖјШЗБЃЩњВњЯжГЁФмЙЛЮШЖЈЕиЩњВњГіКЯИёЦЗКЭгХжЪЦЗЁЃ
ЯжГЁжЪСПЙмРэЕФжївЊФкШн БрМБОЖЮЛиФПТМ
ЁЁЁЁЯжГЁжЪСПЙмРэЕФжївЊЙЄзїЃК
ЁЁЁЁ1.НЈСЂжЪСПжИБъПижЦЬхЯЕ
ЁЁЁЁДгВњЦЗММЪѕОМУжИБъЕНИкЮЛд№ШЮжЦЃЌДгЭГМЦЗНЗЈЁЂПМКЫЕФФкШнЕННБГЭжЦЖШЖМБиаыЬхЯжЁАжЪСПЕквЛЁБЕФЫМЯыЃЌГфЪЕЯжГЁжЪСПд№ШЮжЦФкШнЁЃ
ЁЁЁЁ2.МгЧПЩњВњдСЯМАЙЄађдкжЦЦЗжЪСПЕФЙмРэ
ЁЁЁЁМДЖдЩЯЕРЙЄађЕФРДСЯНјааМьбщЁЂНЛНгЁЂДІРэЙ§ГЬЕФбЯИёАбЙиКЭЖдЙЄађдкжЦЦЗЕФПижЦЃЌЪЙжЎМШБЃжЄРДСЯжЪСПЃЌЯћГ§ЛьСЯКЭВЛКЯИёЦЗЭЖСЯдкЩњВњЯжГЁЕФЗЂЩњЃЌгжПЩБмУтвђЙЄађдкжЦЦЗЙ§ЖрЖјЛ§бЙДѓСПЕФзЪН№ЃЌгАЯьЦѓвЕзЪН№жмзЊЁЃ
ЁЁЁЁ3.ИљОнЩњВњЯжГЁЕФЪЕМЪашвЊЩшжУЙмРэЕу
ЁЁЁЁвРППВйзїШЫдБЖдЩњВњЙЄађЙиМќВПЮЛЛђЙиМќжЪСПЬиеїжЕгАЯьвђЫиНјаажиЕуПижЦЃЌБЃжЄЩњВњЙЄађДІгкЮШЖЈЕФПижЦзДЬЌЁЃ
ЁЁЁЁ4.зіКУЩњВњЯжГЁЕФжЪСПМьВтЙЄзї
ЁЁЁЁЩшжУЩњВњЙЄађздМьдБЃЌжЦЖЈздМьКЭЛЅМьжЦЖШЃЌЪЙздМьВщгызЈжАМьбщУмЧаНсКЯЦ№РДЃЌАбКУЁАЕквЛЕРЙЄађЁБЕФжЪСПЙиЁЃ
ЁЁЁЁ5.МгЧПЯжГЁаХЯЂЙмРэ
ЁЁЁЁЫцЪБеЦЮеЩњВњдСЯЁЂЙЄађдкжЦЦЗКЭВњЦЗжЪСПвдМАЙЄзїжЪСПЕФЯжзДЃЌНјаажЪСПзДПіЕФзлКЯЭГМЦЗжЮіЃЌевГігАЯьжЪСПЕФдвђЃЌЗжЧхд№ШЮЃЌЬсГіИФНјДыЪЉЃЌЗРЛМгкЮДШЛЁЃЭЈЙ§вдЩЯЯжГЁжЪСПЙмРэЙЄзїРДдіЧПЯжГЁжЪСПвтЪЖЃЌЧПЛЏЯжГЁжЪСПБЃжЄФмСІЃЌаЮГЩЭъЩЦЕФЯжГЁжЪСПБЃжЄЬхжЦЁЃ
ЯжГЁжЪСПЙмРэЕуМАЦфНЈСЂЕФЙцдђ БрМБОЖЮЛиФПТМ
ЁЁЁЁНЈСЂгааЇЕФЙмРэЕуЪЧИуКУЯжГЁжЪСПЙмРэЕФЙиМќЁЃДгЙувхЕиНВЃЌдкПЊеЙжЪСПЙмРэжаЃЌеыЖдЮЪЬтЕуЫљвЊНјааЕФЃКШЪзїКЭЙмРэЖдЯѓЃЌОЭЪЧЙмРэЕуЃЌЙмРэЕуЫљЙмРэЕФЬиадЛђЖдЯѓгІОЁПЩФмЕигУЪ§ОнБэЪОЁЃЖдЩњВњЯжГЁНВ.еыЖдЙЄађЕФЮЪЬтЕуЃЌАбЙиМќЃКЙЄађКЭДцдкЮЪЬтЕФЙЄађЕФФГаЉжЪСПЬиадЙмЦ№РДОЭЪЧЙЄађЙмРэЕуЁЃвЛИіЙЄађЙмРэЕуЃЌПЩвдЪЧВњЦЗЛђСуМўвЛИіЙиМќжЪСПЬиадЃЌР§ШчадФмЁЂОЋЖШЁЂЙтНрЖШЁЂВФСЯжаЕФФГжждЊЫиЕФКЌСПЃЛвВПЩвдЪЧвЛЯюЙЄађвЊЫиЃЌШчж§дьШлЛЏЕФЬњЫЎЮТЖШЁЂаЭЩАЕФЭИЦјадЁЂЫЎЗнКЭЧПЖШЃЌЛЏЙЄВњЦЗЩњВњЗДгІзАжУЕФЮТЖШЁЂбЙСІКЭЪБМфЕШЁЃ
ЁЁЁЁЙЄађЙмРэЪЧдкЁАзЅжївЊУЌЖмКЭУЌЖмЕФжївЊЗНУцЁБЃЌвдМАЙмЁАдвђЁББЃЁАНсЙћЁБСНИіЛљБОЫМЯыжИЕМЯТаЮГЩЕФЁЃвђЖјЃЌНЈСЂЙЄађЙмРэЕуЃЌЪзЯШБиаызЅзЁЙиМќЙЄађЕФЙиМќжЪСПЬиадЃЌЭЌЪБЃЌЛЙвЊАбЙмЁАНсЙћЁБЃЈжЪСПЬиадЃЉзЊБфГЩЙмЁАдвђЁБЃЈЙЄађвЊЫиЃЉЁЃОпЬхЕиНВЃЌОЭЪЧАбвЛжжВњЦЗЛђвЛжжСуМўЃЌгІгУжЪСПЗжЮіевГіЙиМќЙЄађЕФЙиМќжЪСПЬиадЃЛЦфДЮЃЌРћгУвђЙћЗжЮіЭМКЭЯЕЭГЭМЗЈНјааЙЄађЗжЮіЃЌевГігАЯьЙиМќжЪСПЬиадЕФжЇХфадЙЄађвЊЫиЃЌВЂНЋетаЉвЊЫиНјааеЙПЊЃЌжБЕНБугкЙмРэЮЊжЙЁЃзюКѓЃЌЖдетаЉвЊЫиНЈСЂБъзМЃЌТфЪЕд№ШЮепЃЌНјаажиЕуЬиЪтЙмРэЃЌвдДЫРДБЃжЄВњЦЗЛђСуМўжЪСПЁЃР§ШчЃЌЩТЮїВЪЩЋЯдЯѓЙмГЇВЃСЇЗжГЇЕФЩњВњШЋЙ§ГЬЃЌЪЧЭЈЙ§ПижЦ1462ИіЙЄађвЊЫиРДБЃжЄжЦЦЗЕФ 128ИіжЪСПЬиадЃЛзмзАЗжГЇЪЧЭЈЙ§ПижЦ396ИівЊЫиРДБЃжЄВњЦЗЕФ72ЯюжЪСПЬиадЁЃ
ЁЁЁЁЖдгквЛжжСуМўЖјбдЃЌШчЙћАбЫќДгЭЖСЯПЊЪМЕНМгЙЄЭъГЩЕФШЋЙ§ГЬЕФЙиМќжЪСПЬиадМАжЇХфадЙЄађвЊЫиЃЌЖМНЈГЩЙмРэЕуНјааЙмРэЃЌФЧУДетжжСуМўЕФжЪСПОЭгаСЫБЃжЄЁЃЭЌбљЃЌАбвЛжжВњЦЗЃЈСуМўКЭзАХфЃЉЕФШЋВПЙиМќжЪСПЬиадКЭжЇХфадЙЄађвЊЫиЖМНЈГЩЙЄађЙмРэЕуЙмРэЦ№РДЃЌВЂЧвЙмРэЕУКмКУЃЌдђетбљВњЦЗЕФжЪСПвВОЭгаСЫБЃжЄЁЃзмжЎЃЌНЈСЂЙЄађЙмРэЕуЃЌОЭПЩвдЪЙЩњВњЯжГЁДІгкЪмПизДЬЌЁЃетбљЃЌВЛНіПЩвддЄЗРЗЂЩњВЛКЯИёЦЗЃЌЭЌЪБЛЙПЩвдЪеМЏДѓСПЪ§ОнКЭаХЯЂЃЌЮЊЬсИпВњЦЗжЪСПЬсЙЉвРОнЁЃ
ЁЁЁЁвЛжжВњЦЗЩњВњЯжГЁгІНЈСЂЖрЩйЙЄађЙмРэЕуЃЌвЊИљОнВњЦЗИДдгГЬЖШКЭЙЄађжЪСПЮШЖЈЧщПіРДОіЖЈЁЃВњЦЗИДдгЁЂЙЄађжЪСПВЛЙЛЮШЖЈЕФЃЌвЊЖрНЈвЛаЉЁЃЗДжЎЃЌПЩЩйНЈЃЛЕЋЙиМќжЪСПЬиадЃЌВЛЙмЫќЪЧЗёЮШЖЈЃЌЪМжеЖМвЊПижЦВЛФмШЁЯћЁЃвЛАуРДЫЕЃЌвдЯТЧщПіЖМгІНЈСЂЙЄађЙмРэЕуЃК
ЁЁЁЁЃЈ1ЃЉВњЦЗЕФадФмЁЂОЋЖШЁЂЪйУќЁЂПЩППадЁЂАВШЋадЃЌвдМАЖдЫќУЧгажБНггАЯьЕФСуВПМўЕФЙиМќжЪСПЬиадКЭгАЯьетаЉЬиадЕФжЇХфадЙЄађвЊЫиЁЃ
ЁЁЁЁЃЈ2ЃЉЙЄађБОЩэгаЬиЪтвЊЧѓЃЌЛђЖдЯТЕРЙЄађгагАЯьЕФжЪСПЬиадЃЌвдМАгАЯьетаЉЬиадЕФжЇХфадЙЄађвЊЫиЁЃ
ЁЁЁЁЃЈ3ЃЉЙЄађжЪСПВЛЮШЖЈЃЌГіЯжВЛКЯИёЦЗЖрЕФжЪСПЬиадЛђЦфжЇХфадвЊЫиЁЃ
ЁЁЁЁЃЈ4ЃЉгУЛЇЗДРЁгУРДЕФЃЌЛђГщМьЃЈЩѓКЫЃЉВЛКЯИёЕФжЪСПЯюФПЁЃ
НЈСЂЯжГЁжЪСПЙмРэЕуЕФВНжш БрМБОЖЮЛиФПТМ
ЁЁЁЁ1.ШЗЖЈЙЄађЙмРэЕуЃЌБржЦЙЄађЙмРэЕуУїЯИБэ
ЁЁЁЁгІИљОнВњЦЗжЪСПЬиадЗжМЖЁЂЙЄвеЙцЗЖКЭДцдкЕФжЪСПЮЪЬтЃЌАДНЈСЂЙмРэЕуЙцдђЕФвЊЧѓЃЌШЗЖЈВњЦЗЩњВњЯжГЁгІНЈСЂЕФЙЄађЙмРэЕуЃЌВЂБржЦЙЄађЙмРэЕуУїЯИБэЃЈБэ5.4ЃЉЁЃ
ЁЁЁЁ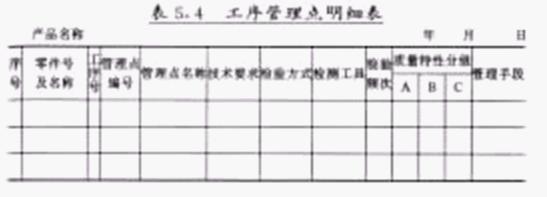
ЁЁЁЁ2.БржЦЙЄађЙмРэЕуЕФгаЙиЮФМў
ЁЁЁЁЃЈ1ЃЉгЩЙЄвеВПУХЩшМЦВЂЛцжЦЙмРэЕуЙЄвеСїГЬЭМЁЃИУЭМЪЧдкжЦЦЗЛђСуМўЙЄвеСїГЬжаБэЪОЙЄађЙмРэЕуЫљдкЙЄађЮЛжУЕФЭМЃЌвЛАуЪЧдкзАХфЯЕЭГЭМЁЂЙЄвеСїГЬЭМЩЯБъГіЙЄађЙмРэЕуЫљдкЙЄађЮЛжУЁЃЁЁЁЁ
ЁЁЁЁЃЈ2ЃЉгЩЙЄвеВПУХзщжЏЙЄведБЁЂжЪЙмдБНјааЙЄађЗжЮіЃЌевГігАЯьЙмРэЕуЃЈжЪСПЬиадЃЉЕФжЇХфадЙЄађвЊЫиЃЌОЙ§бщжЄКЫЪЕКѓЃЌБрШыЙЄађжЪСПБэЃЈБэ5.5ЃЉЁЃИУБэЪЧЕЅдЊЙЄађЩшМЦЫљгУвЛжжЛљДЁБэЃЌЪЧзївЕжИЕМЪщЁЂЩшБИжмЦкЕуМьПЈЁЂЙЄзАжмЦкМьВщПЈЕШЙЄађЮФМўБраДЕФвРОнЃЌЫќЕФзѓАыВПЗжЪЧгІгУЯЕЭГЭМЗЈЃЌвдБЃжЄЙЄађжЦЦЗжЪСПЬиадЮЊФПБъЃЌАДШЫЁЂЛњЦїЁЂВФСЯЁЂЗНЗЈЁЂЛЗОГНјааеЙПЊЃЌПЩеЙПЊвЛДЮЁЂСНДЮЛђЖрДЮЁЂжБЕНФмЙЛЙмРэЮЊжЙЁЃеЙПЊЪБЃЌжЛеЙПЊЖдБЃжЄЙЄађжЦЦЗжЪСПЦ№жЇХфзїгУЕФЙЄађвЊЫиЃЌЛђашНјаажиЕуЬиЪтЙмРэЕФЙЄађвЊЫиЁЃФмАДГЃЙцБъзМЛђЙцеТжЦЖШНјааЙмРэЕФЙЄађвЊЫиЃЌПЩВЛСаШыИУБэжаНјааеЙПЊЁЃ
ЁЁЁЁБэжаЁАМьбщЯюФПЁБРИЯТЕФЁАЯюФПМАЗНЗЈЁБРИЃЌЪЧАДзюКѓвЛДЮеЙПЊЕФЙЄађвЊЫиЬюаДЁАМьВтЯюФПЁЂМьВтЗНЗЈМАЫљгУМьОпЁБЃЛЁАдЪаэНчЯожЕЁБРИЪЧЬюаДзюКѓвЛДЮеЙПЊЙЄађвЊЫиПижЦЕФМЋЯожЕЃЌИУжЕЪЧИљОнЙЄађЗжЮіЪБОЗДИДЪдбщбщжЄЃЌдкЛёЕУЕФЪ§ОнБфЛЏЗЖЮЇФкЃЌПМТЧСєгавЛЖЈЕФгрЕиЖјШЗЖЈЕФЁЃЁАБъзМУћГЦЁБРИЃЌЯЕжИИУЙЄађвЊЫиФЩШыЕФЙмРэБъзМЃЌвЛАугазївЕжИЕМЪщЛђЙЄађВйзїПЈЁЂЩшБИжмЦкЕуМьПЈЁЂЙЄзАжмЦкМьВщПЈЁЂСПОпвЧЦїМьЖЈПЈКЭздМьБэЕШЁЃЁАд№ШЮепЁБРИжИИКд№ИУЯюЙЄађвЊЫиЕФгаЙиШЫдБЃЌЫцБэСаВйзїепЁЂАрзщГЄЕШШЫдБЭтЃЌЛЙгаЩшБИдБЁЂЙЄОпдБЕШРрШЫдБЁЃ
ЁЁЁЁ
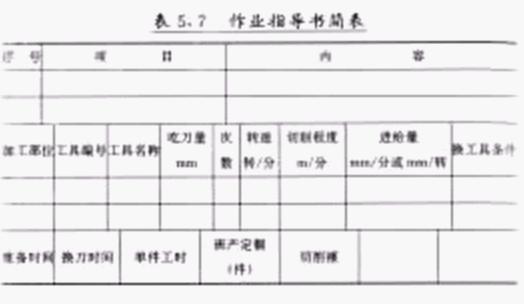
ЁЁЁЁЃЈ3ЃЉгЩЙЄвеВПУХИКд№жЦЖЉЙЄађЙмРэЕуЕФзївЕБъзМКЭМьбщЙцГЬЃЌВЂБржЦзївЕжИЕМЪщЃЈБэ 5.6ЃЉЃЈЛђЙЄађВйзїПЈЃЉКЭЙЄађжЪСПЙмРэЕуБэЃЈздМьБэЃЉЃЈБэ5.7ЃЉЁЃзївЕжИЕМЪщЪЧзАХфадЙЄвЕжИЕМЙЄШЫВйзїЕФЮФМўЃЌдкДѓХњСПЩњВњЦѓвЕЃЌУПЙЄађОљгІБржЦЃЌГЩХњЛђаЁХњЩњВњЦѓвЕЃЌдђжЛдкЙиМќЙЄађКЭНЈСЂЙмРэЕуЙЄађБргаИУРрЮФМўЁЃзївЕжИЕМЪщвЛАугаЁАЙЄађЭМЁБКЭЁАЙЄвеВЮЪ§КЭМгЙЄЗНЗЈЫЕУїРИЁБСНВПЗжЃЌФкШнгІОЁПЩФмЯъЯИОпЬхЃЌОнДЫВйзїЃЌМДПЩДяЕНЙЄвеЙцЗЖЕФжЪСПвЊЧѓЁЃЙЄађжЪСПЙмРэЕуБэЃЈздМьБэЃЉЪЧгУРДжИЕМВйзїЙЄШЫНјаажЪСПМьбщЕФМьбщЙцГЬЃЌЖдвЛАуНсЙЙМђЕЅЕФЙЄМўЃЌПЩгыЁАзївЕжИЕМЪщЁБКЯгЁдквЛеХБэЩЯЃЛЖдНсЙЙИДдгЃЌМьбщЯюФПЖрЕФСуМўЃЌПЩЕЅЖРгЁГЩвЛеХБэЃЛИУРрБэЪЧгЩЙЄађМьбщЭМКЭБэИёЫЕУїСНВПЗжзщГЩЕФЁЃ
ЁЁЁЁ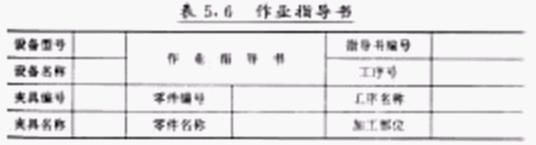
ЁЁЁЁ3.ЖджЇХфадЙЄађвЊЫиНјаажиЕуЬиЪтЙмРэ
ЁЁЁЁЩшБИЁЂЙЄОпЁЂМЦСПЁЂМьбщЁЂЩњВњЁЂЙЉгІЕШВПУХЃЌгІИљОнЙЄађжЪСПБэЕФвЊЧѓЃЌЖдгыБОВПУХжАФмгаЙиЕФжЇХфадЙЄађвЊЫиЃЌжЦЖЉЙмЃКРэАьЗЈЁЂгІгУЕїБИжмЦкЕуМьПЈЁЂЙЄзАжмЦкМьВщПЈЕШРДНјаажиЕуЬиЪтЙмРэЁЃ
ЁЁЁЁ4.НЈСЂПижЦЪжЖЮжЪСПЙмРэВПУХ
ЁЁЁЁгІзщжЏжЪСПЙмРэдБКЭЙЄвеШЫдБЃЌЪеМЏЪ§ОнЃЌНјааМЦЫуДІРэЃЛЕБЙЄађДІгкЮШЖЈзДЬЌЪБЃЌдђвЊНЈСЂЪ§ОнМЧТМБэКЭПижЦЭМЛђЦфЫћаЮЪНЕФПижЦЪжЖЮЁЃ
ЁЁЁЁ5.НЈСЂЙмРэжЦЖШ
ЁЁЁЁНЈСЂЙЄађЙмРэЕуЙмРэжЦЖШКЭздМьЙмРэжЦЖШЃЌжЦЖШгІУїШЗЙцЖЈНБРјАьЗЈЃЌОГЇГЄХњзМКѓжДааЁЃ
ЁЁЁЁ6.ХрбЕдБЙЄЃЌЪьЯЄЙцЖЈ
ЁЁЁЁЗжБ№зщжЏВйзїЙЄШЫКЭМьбщдБбЇЯАгаЙиЙЄађЙмРэЕуЕФММЪѕЮФМўКЭЙцеТжЦЖШЃЌВЂОЙ§ПМЪдДяЕНвЊЧѓЁЃ
ЁЁЁЁ7.ДДдьЪЕЪЉЬѕМў
ЁЁЁЁзщжЏгаЙиВПУХбаОПНтОіЙЄађЙмРэЕуЪЕЪЉЫљашЬѕМўЃЌШчВЙГфСПОпвЧЦїЁЂдіЬэЙЄЮЛЦїОпЁЂгЁЫЂЫљашЭМБэЕШЁЃ
ЁЁЁЁ8.зщжЏЪЕЪЉ
ЁЁЁЁзщжЏЙЄШЫЪЕЪЉжаЃЌИїВПУХвЊУмЧаХфКЯЃЌжЪСПЙмРэВПУХНјааеяЖЯВЂЬсГіИФНјНЈвщЁЃ
ЁЁЁЁ9.е§ЪНбщЪеЃЌЗЂИјБъжО
ЁЁЁЁжЪСПЙмРэВПУХКЭЙЄвеВПУХЙВЭЌзщжЏгаЙиШЫдБЃЌАДЙЄађЙмРэЕубщЪеЬѕМўе§ЪННјаабщЪеЃЌбщЪеКЯИёЕФЃЌЗЂИјКЯИёБъжОЁЃ
ЯжГЁжЪСПЙмРэЖдШЫдБЕФвЊЧѓ БрМБОЖЮЛиФПТМ
ЁЁЁЁ1.ЖдВйзїепЕФвЊЧѓ
ЁЁЁЁЃЈ1ЃЉбЇЯАВЂеЦЮеЯжГЁжЪСПЙмРэЕФЛљБОжЊЪЖЃЌСЫНтЯжГЁгыЙЄађЫљгУЪ§ОнМЧТМБэКЭПижЦЭМЛђЦфЫћПижЦЪжЖЮЕФгУЗЈМАзїгУЃЌЖЎМЦЫуЪ§ОнКЭДђЕуЁЃ
ЁЁЁЁЃЈ2ЃЉЧхГўЕиеЦЮеЫљВйзїЙЄађЙмРэЕуЕФжЪСПвЊЧѓЁЃ
ЁЁЁЁЃЈ3ЃЉЪьМЧВйзїЙцГЬКЭМьбщЙцГЬЃЌбЯИёАДВйзїЙцГЬЃЈзївЕжИЕМЪщЃЉКЭМьбщЙцГЬЃЈЙЄађжЪСПЙмРэЕуБэЃЉЕФЙцЖЈНјааВйзїКЭМьбщЃЌзіЕНвдЯжГЁВйзїжЪСПРДБЃжЄВњЦЗжЪСПЁЃ
ЁЁЁЁЃЈ4ЃЉеЦЮеБОШЫВйзїЙЄађЙмРэЕуЕФжЇХфадЙЄађвЊЫиЃЌЖдФЩШыВйзїЙцГЬЕФжЇХфадЙЄађвЊЫиШЯецЙсГЙжДааЃЛЖдгЩЦфЫћВПУХЛђШЫдБИКд№ЙмРэЕФжЇХфадЙЄађвЊЫиНјааМрЖНЁЃ
ЁЁЁЁЃЈ5ЃЉЛ§МЋПЊеЙздМьЛюЖЏЃЌШЯецЙсГЙжДааздМьд№ШЮжЦКЭЙЄађЙмРэЕуЙмРэжЦЖШЁЃ
ЁЁЁЁЃЈ6ЃЉРЮЙЬЪїСЂЯТЕРЙЄађЪЧгУЛЇЁЂгУЛЇЕквЛЕФЫМЯыЃЌЖЈЦкЗУЮЪгУЛЇЃЌВЩФЩгУЛЇе§ШЗвтМћЃЌВЛЖЯЬсИпБОЙЄађжЪСПЁЃ
ЁЁЁЁЃЈ7ЃЉЬюКУЪ§ОнМЧТМБэЁЂПижЦЭМКЭВйзїМЧТМЃЌАДЙцЖЈЪБМфГщбљМьбщЁЂМЧТМЪ§ОнВЂМЦЫуДђЕуЃЌБЃГжЭМЁЂБэКЭМЧТМЕФећНрЁЂЧхГўКЭзМШЗЃЌВЛХЊащзїМйЁЃ
ЁЁЁЁЃЈ8ЃЉдкЯжГЁжаЗЂЯжЙЄађжЪСПгавьГЃВЈЖЏЃЈЕудНГіПижЦЯоЛђгаХХСаШБЯнЃЉЃЌгІСЂМДЗжЮідвђВЂВЩШЁДыЪЉЁЃ
ЁЁЁЁ2.ЖдМьбщдБЕФвЊЧѓ
ЁЁЁЁЃЈ1ЃЉгІАбНЈСЂЙмРэЕуЕФЙЄађзїЮЊМьбщЕФжиЕуЃЌГ§МьбщВњЦЗжЪСПЭтЃЌЛЙгІМьбщМрЖНВйзїЙЄШЫжДЕиЙЄвеМАЙЄађЙмРэЕуЕФЙцЖЈЃЌЖдЮЅеТзївЕЕФЙЄШЫвЊСЂМДШАзшЃЌВЂзїКУМЧТМЁЃ
ЁЁЁЁЃЈ2ЃЉМьбщдБдкЯжГЁбВЛиМьбщЪБЃЌгІМьВщЙмРэЕуЕФжЪСПЬиадМАИУЬиадЕФжЇХфадЙЄађвЊЫиЃЌШчЗЂЯжЮЪЬтгІАяжњВйзїЙЄШЫМАЪБевГідвђЃЌВЂАяжњВЩШЁДыЪЉНтОіЁЃ
ЁЁЁЁЃЈ3ЃЉЪьЯЄЫљИКд№МьбщЗЖЮЇЯжГЁЕФжЪСПвЊЧѓМАМьВтЪдбщЗНЗЈЃЌВЂАДМьбщжИЕМЪщНјааМьбщЁЃ
ЁЁЁЁЃЈ4ЃЉЪьЯЄЯжГЁжЪСПЙмРэЫљгУЕФЭМЁЂБэЛђЦфЫћПижЦЪжЖЮЕФгУЗЈКЭзїгУЃЌВЂЭЈЙ§ГщМьРДКЫЖдВйзїЙЄШЫЕФМЧТМвдМАПижЦЭМЕуЪЧЗёе§ШЗЁЃ
ЁЁЁЁЃЈ5ЃЉзіКУМьВщВйзїЙЄШЫЕФздМьМЧТМЃЌМЦЫуЫћУЧЕФздМьзМШЗТЪЃЌВЂАДдТЙЋВМКЭЩЯБЈЁЃ
ЁЁЁЁЃЈ6ЃЉАДжЦЖШЙцЖЈВЮМгЙмРэЕуЙЄађЕФжЪСПЩѓКЫЁЃ
ЯжГЁжЪСПЙмРэжївЊгІгУСьгђ БрМБОЖЮЛиФПТМ
ЁЁЁЁЯжГЁжЪСПЙмРэЪЧвЛжжзлКЯЁЂгааЇЕФжЪСПЙмРэЗНЗЈЃЌЪЪгУгкЛњаЕЁЂЕчзгЁЂвБН№ЁЂУКЬПЁЂЪЏгЭЁЂЛЏЙЄЁЂЕчСІЁЂЗФжЏЁЂдЫЪфКЭНЈжўАВзАЦѓвЕЕФЩњВњСїГЬКЭЪЉЙЄЯжГЁЃЌШчСЖИжЩњВњСїЫЎЯпЁЂЛњаЕМгЙЄ?Й§ГЬЁЂНЈжўЙЄГЬЪЉЙЄЯжГЁЕШЁЃ
ИНМўСаБэ
→ШчЙћФњШЯЮЊБОДЪЬѕЛЙгаД§ЭъЩЦЃЌЧы БрМДЪЬѕ
ДЪЬѕФкШнНіЙЉВЮПМЃЌШчЙћФњашвЊНтОіОпЬхЮЪЬт
ЃЈгШЦфдкЗЈТЩЁЂвНбЇЕШСьгђЃЉЃЌНЈвщФњзЩбЏЯрЙиСьгђзЈвЕШЫЪПЁЃ
0
БъЧЉ: ЯжГЁжЪСПЙмРэ 4M1E ВњЦЗжЪСП зївЕжИЕМЪщ зївЕБъзМ ЙЉгІ аХЯЂЙмРэ ШЋУцжЪСПЙмРэ жЦдьЙ§ГЬжЪСПЙмРэ вђЙћЗжЮіЭМ дкжЦЦЗ

ЭЌвхДЪ: днЮоЭЌвхДЪ
ЙигкБОДЪЬѕЕФЦРТл (ЙВ0ЬѕЃЉЗЂБэЦРТл>>
