QC小组法 发表评论(0) 编辑词条
QC小组概述 编辑本段回目录
QC小组,即质量管理小组,是指在生产或工作岗位上从事各种劳动的职工,围绕企业的方针目标和现场存的问题,以改进质量、降低消耗、提高经济效益和人的素质为目的组织起来,运用质量管理的理论和方法开展活动的群众组织。
QC小组活动起源于日本。21世纪50年代起,日本开始对现场负责人进行质量管理教育,并出现了名为“现场QC讨论会”的组织,1962年正式改名为QC小组”,开始在全国注册登记,当时第一个注册登记的是日本电电公社松山搬运机QC小组。1964年以后,QC小组支部,日本科技联建立了QC小组本部。日本是世界上按职工比例计算QC小组最多的国家,现在,QC小组在世界上发展十分迅速,已遍及五大洲的40多个国家和地区。
QC小组活动在我国开展,有深厚的基础。早在50年代初期,就有马恒昌小组、毛泽东号机车组、郝建秀小组、赵梦桃小组等一大批先进的班组,坚持“质量第一”的方针,对工作认真负责,一丝不苟,在提高产品质量上不断作出贡献,提供了班组质量管理的好经验。60年代,大庆油田坚持“三老四严”、“四个一样”和“质量回访”制度,在班组内开展岗位练兵,天天讲质量,事事讲严细,做到“项项工程质量全优”,出了质量问题就“推倒重来”。1964年,洛阳轴承厂滚子车间终磨小组首创了“产品质量信得过”活动,多年来加工的轴承滚子做到了“自己信得过,检验员信得过,用户信得过,国家信得过”,成为我国第一批“产品质量信得过小组”。所有这些群众性质量管理活动,为QC小组在我国的建立和发展奠定了基础。1978年9月,北京内燃机总厂在学习了日本的全面管理经验,建立了我国第一个QC小组。此后,随着全面质量管理的开展,QC小组活动逐步扩展到电子、纺织、基建、商业、运输、服务等行业。
QC小组法 编辑本段回目录
在质量管理中,人的作用表现在知识技能和积极性两个方面,是产品质量的决定因素。工人群众处于生产第一线,他们对影响制造质量的因素最清楚。因此,要用一定形式将从事某一生立的操作工人和有关人员组织在一起,共同管理产品质量,研究影响质量的问题,采取措施加以解决。我国历来有群众参加管理的传统,开展QC小组活动,是符合我国国情的。
QC小组法的主要内容 编辑本段回目录
1.QC小组的分类
根据工作性质和内容的不同,QC小组大致可以分为四种类型:
(1)现场型:主要以班组、工序、服务现场职工为主组成,以稳定工序,改进产品质量,降低物质消耗,提高服务质量为目的。
(2)攻关型:一般由干部、工程技术人员和工人三结合组成,以解决有一定难度的质量关键为目的。
(3)管理型:以管理人员为主组成,以提高工作质量,改善与解决管理中的问题,提高管理水平为目的。
(4)服务型:由从事服务性工作的职工组成,以提高服务质量,推动服务工作标准化、程序化、科学化、提高经济效益和社会效益为目的。
2.QC小组的成员
为了便于活动,小组人员不宜过多,一般为3-l0人较合适。小组成员要牢固树立“质量第一”的思想,努力学习全面质量管理基本知识和其他现代管理方法,熟悉本岗位的技术标准和工艺规程,具有一定的专业知识和技术水平,并能积极参加活动。QC小组组长是小组的带头人。组长一般由全体组员选举产生,也可在成员同意的前提下,由行政领导提名。对于自愿结合的班组QC小组来讲,组长通常由小组的发起人担任。QC小组组长应是全面质量管理的热心人,事业心强,技术水平和思维能力较高,能善于团结周围群众,发挥集体智慧,掌握了全面质量管理的基本知识和常用数理统计方法,并有一定组织活动的能力。
3.QC小组的注册登记
QC小组组建以后,要填写“QC小组活动登记表”,经小组所在单位报企业 QC小组主管部门进行注册编号,以利企业对小组活动的日常管理和帮助指导。
QC小组的活动程序 编辑本段回目录
QC小组组建以后,从选择课题开始,开展活动。活动的具体程序如下:
(1)选题。QC小组活动课题选择,一般应:根据企业方针目标和中心工作;根据现场存在的薄弱环节;根据用户(包括下道工序)的需要。从广义的质量概念出发,QC小组的选题范围涉及到企业各个方面工作。因此,选题的范围是广泛的,概括有10大方面:提高质量;降低成本;设备管理;提高出勤率、工时利用率和劳动生产率,加强定额管理;开发新品,开设新的服务项目;安全生产;治理“三废”,改善环境;提高顾客(用户)满意率;加强企业内部管理;加强思想政治工作,提高职工素质。
(2)确定目标值。课题选定以后,应确定合理的目标值。目标值的确定要:注重目标值的定量化,使小组成员有一个明确的努力方向,便于检查,活动成果便于评价;注重实现目标值的可能性,既要防止目标值定得太低,小组活动缺乏意义,又要防止目标值定得太高,久攻不克,使小组成员失去信心。
(3)调查现状。为了解课题的目前状况,必须认真做好现状调查。在进行现状调查时,应根据实际情况,应用不同的QC工具(如调查表、排列图、折线图、柱状图、直方图、管理图、饼分图等),进行数据的搜集整理。
(4)分析原因。对调查后掌握到的现状,要发动全体组员动脑筋,想办法,依靠掌握的数据,通过开“诸葛亮”会,集思广益,选用适当的QC工具(如因果图、关联图、系统图、相关图、排列图等),进行分析,找出问题的原因。
(5)找出主要原因。经过原因分析以后,将多种原因,根据关键、少数和次要多数的原理,进行排列,从中找出主要原因。在寻找主要原因时,可根据实际需要应用排列图、关联图、相关图、矩阵分析、分层法等不同分析方法。
(6)制定措施。主要原因确定后,制定相应的措施计划,明确各项问题的具体措施,要达到的目的,谁来做,何时完成以及检查人。
(7)实施措施。按措施计划分工实施。小组长要组织成员,定期或不定期地研究实施情况,随时了解课题进展,发现新问题要及时研究、调查措施计划,以达到活动目标。
(8)检查效果。措施实施后,应进行效果检查。效果检查是把措施实施前后的情况进行对比,看其实施后的效果,是否达到了预定的目标。如果达到了预定的目标,小组就可以进入下一步工作;如果没有达到预定目标,就应对计划的执行情况及其可行性进行分析,找出原因,在第二次循环中加以改进。
(9)制定巩固措施。达到了预定的目标值,说明该课题已经完成。但为了保证成果得到巩固,小组必须将一些行之有效的措施或方法纳入工作标准、工艺规程或管理标准,经有关部门审定后纳入企业有关标准或文件。如果课题的内容只涉及本班组,那就可以通过班组守则、岗位责任制等形式加以巩固。
(10)分析遗留问题。小组通过活动取得了一定的成果,也就是经过了一个 PDCA循环。这时候,应对遗留问题进行分析,并将其作为下一次活动的课题,进入新的 PDCA循环。
(11)总结成果资料。小组将活动的成果进行总结,是自我提高的重要环节,也是成果发表的必要准备,还是总结经验、找出问题,进行下一个循环的开始。
以上步骤是QC小组活动的全过程,体现了一个完整的PDCA循环见。由于QC小组每次取得成果后,能够将遗留问题作为小组下个循环的课题(如没有遗留问题,则提出新的打算),因此就使QC小组活动能够持久,深入地开展,推动PDCA循环不断前进。
QC小组法实用案例 编辑本段回目录
红光公司分玻壳车间,通过开展QC小组活动,降低玻壳炸裂率。
1.选题
公司1995年方针目标是“三三二一7”,即完成玻壳310万只,创3000万元利润,2个优质产品,l亿元以上的产值,事故为零。可是在实际生产中,玻壳炸裂废品多,造成了较大的经济损失(1只玻壳厂内价为47元)。为此,玻壳QC小组选择了“降低玻壳炸裂率”这一活动课题。
2.确定目标值
根据统计,玻壳炸裂率为9.7%。经小组讨论,力争使其降低到5%以下。
3.调查现状
根据1995年1月份的生产月报,QC小组作了玻壳不良品统计表见下表。根据统计表作玻壳不良品排列图。

从排列图中可以清楚地看到,在A类废品中玻壳炸裂是最主要的,占废品总数的53.7%。
4.分析玻壳炸裂的原因
QC小组全体成员深入现场,用因果图法对玻壳炸裂的原因进行了分析。
经过分析,可知造成玻壳炸裂的原因很多,人的因素有操作技能。工作责任心问题;设备因素有退火架速度慢、退火炉炉头结构设计不合理的问题;工艺因素有退火温度曲线不适当等问题。但是,在这些因素中,什么是最主要因素呢?
5.寻找主要原因
QC小组成员仔细观察了生产过程,结合专业理论知识,认真分析了退火炉炉头构造,认为退火炉第一燃烧室是提供热量的主要来源。根据工艺要求,炉头区域温度应是炉内最高温度区域,用来完成对刚封接好的玻壳进入退火炉内的加热过程。但由于退火炉炉头结构设计不合理,第一燃烧室距离炉头太远,距离达6.2米,造成炉头空间温度偏低,使玻壳入炉后,得不到充足的热量,造成玻壳炸裂严重。由于玻壳炸裂,炸裂的玻璃碎片又造成第一燃烧室附近的烟道堵塞,烟气无法上升为炉膛内,使该区域热量减少。这就形成了“炸裂一堵塞一温度低一炸裂”的恶性循环。所以,要降低玻壳炸裂率,最关键的是要解决炉头结构设计不合理的问题。
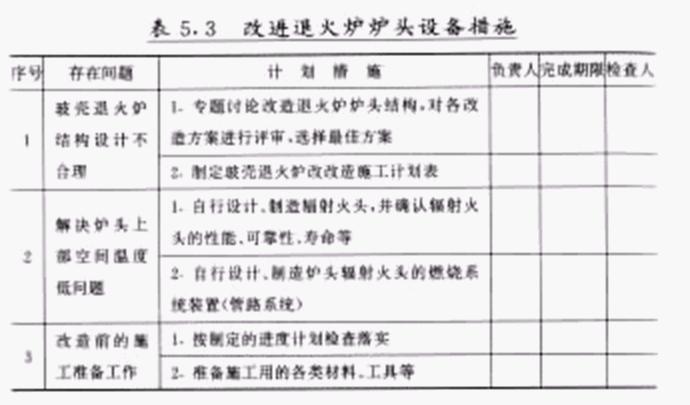
6.制定对策
玻壳生产线是从日本旭硝子公司引进有关设备,其中就包括退火炉炉头设备,QC小组认为,要用“消化、吸收、提高和创新”的态度对待外国的技术。于是大胆制定了改造退火炉炉头设备的措施,如下表所示。
7.实施
措施表中的计划,完成了退火炉技术改造的设计方案和施工图;完成了退火炉炉空间增设辐射火头的设计、制造任务,并通过了可行性实验;完成了退火炉改造部分的燃烧系统管理设计和施工准备。
在完成上述措施的基础上,QC小组进行了退火炉炉头的技术改造实施,重点解决了炉头空间温度低的问题;自行设计、制造了炉头使用的辐射火头;重新改造了第一火室的烟道,使保证热循环的燃烧气体畅通,炉内温度均匀,杜绝了“炸裂-堵塞-温度低-炸裂”的恶性循环的根源。
经过采取以上措施,QC小组根据4月初生产报表,统计了玻壳不良品分布情况,炸裂率已从原9.7%下降到6.1%,说明有初步效果。此后,QC小组又经过原因分析,采取了“重新设计制造玻壳退火架”、“调整玻壳推送装置的推送间隙时间”等4条措施。
8.效果开展
QC小组活动以后,收到了以下明显的效果:玻壳炸裂率下降。根据1987年5月份生产月报,从玻壳不良品统计表、排列图可以看出,炸裂占不良品总数已由QC活动前的53.7%下降为43.7%;炸裂占检验数的比例由先前的9.7%下降为4.3%,下降了5.4个百分点,达到并超过了 5%的活动目标值。
9.巩固措施
经过半年多的运行,效果稳定。此后,又采取了以下巩固措施:按改进后的玻壳退火工艺,编制工艺文件;建立工序质量管理点2个,纳入了玻壳生产线工序质量管理文件。
附件列表
→如果您认为本词条还有待完善,请 编辑词条
词条内容仅供参考,如果您需要解决具体问题
(尤其在法律、医学等领域),建议您咨询相关领域专业人士。
1
标签: QC小组法 事业心 产品质量 因果图 因果图法 安全生产 工作质量 工时利用率 工艺规程 技术改造 技术标准

同义词: 暂无同义词
关于本词条的评论 (共0条)发表评论>>
